

 Anglais
Anglais عربي
عربي espagnol
espagnol
×
Mot de passe
Obtenir le mot de passe
Entrez le mot de passe pour télécharger le contenu pertinent.
Soumettre
 +86-15267462807
+86-15267462807
 Langue
Langue
Pensez à un Usdanse de traitement des effluents (ETP) comme le moteur critique et dansvisible de toute installation industrielle. Son travail est simple mais vital : nettoyer les eaux usées (effluents) générées par une entreprise avant qu'elles ne soient rejetées dans l'environnement. Sans ETP efficaces, le progrès industriel conduirait rapidement à un désastre écologique.
Pourquoi devrions-nous nous concentrer si intensément sur Efficacité ETP ?
Metat environnemental : Un rejet plus propre protège nos rivières, nos lacs et nos eaux souterraines. Il ne s’agit pas seulement de conformité ; il s'agit d'être une entreprise citoyenne responsable.
Sens économique : Un ETP efficace fonctionne avec moins d'énergie, utilise moins de produits chimiques et génère moins de boues, réduisant ainsi directement les coûts opérationnels.
Conformité réglementaire : Les gouvernements imposent des normes de rejet de plus en plus strictes. Un ETP inefficace signifie des amendes, des poursuites judiciaires et des fermetures potentielles – autant de risques existentiels pour une entreprise.
Un ETP ne nettoie pas l’eau en une seule fois ; il s'agit d'un processus en plusieurs étapes, comme une série de filtres spécialisés, chacun étant conçu pour éliminer des contaminants spécifiques. Les trois étapes principales sont Traitement primaire, secondaire et tertiaire.
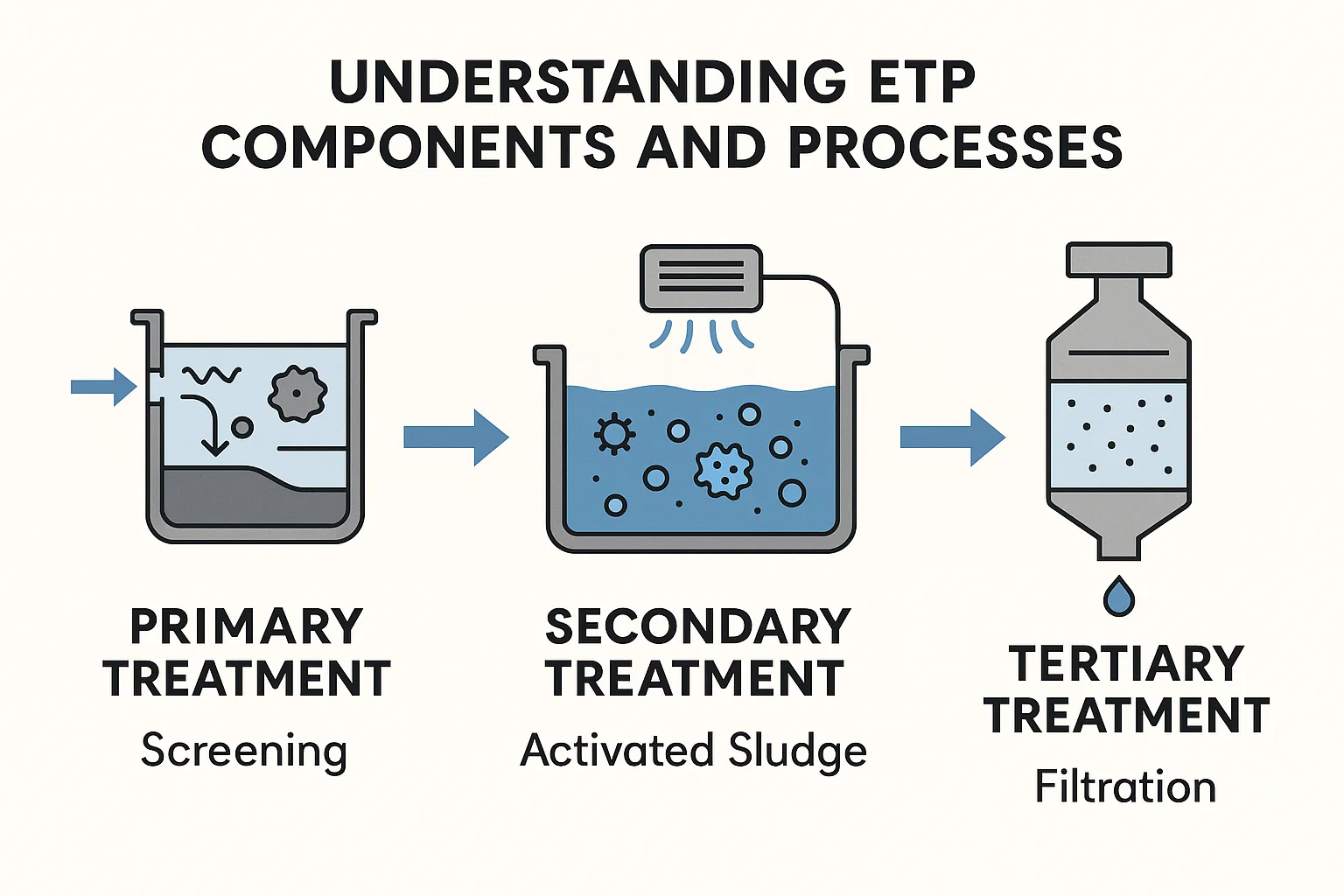
Cette étape consiste à éliminer les solides les plus gros et les plus facilement séparables. C'est principalement un processus physique.
Dépistage: Les gros débris (chiffons, bâtons, plastiques) sont filtrés pour protéger les pompes et les équipements en aval.
Élimination des grains : Les matières inorganiques lourdes et abrasives (sable, gravier) susceptibles d'endommager les équipements sont décantées dans une chambre.
Sédimentation (ou Clarification) : Les eaux usées sont ralenties dans de grands réservoirs, permettant aux solides organiques plus légers de se déposer au fond (formant des boues primaires) ou de flotter vers le haut.
C’est souvent le cœur de l’ETP, où des processus biologiques sont utilisés pour consommer et éliminer les matières organiques fines et dissoutes.
Processus de boues activées : C'est la méthode la plus courante. Les eaux usées sont mélangées à des boues riches en micro-organismes. Ces microbes affamés sont alimentés en oxygène (aération) et « mangent » les polluants organiques.
Filtres percolateurs : Les eaux usées sont répandues sur un lit de substrat (comme de la roche ou du plastique) où se développe un biofilm de microbes. Les microbes consomment les matières organiques au fur et à mesure que l’eau s’écoule.
MBBR (réacteur à biofilm à lit mobile) : Cela utilise petits supports en plastique qui fournissent une grande surface protégée pour la croissance du biofilm. Il est très efficace et compact.

Cette dernière étape permet de respecter des limites de rejets très strictes ou de préparer l'eau à sa réutilisation. Il se concentre sur l’élimination des particules fines restantes, des agents pathogènes et des nutriments spécifiques.
Filtration: L'eau passe à travers des supports comme le sable, le charbon actif ou des membrane spécialisées pour éliminer les matières en suspension résiduelles.
Désinfection: Les agents pathogènes (bactéries, virus) sont tués à l'aide de méthodes telles que lumière UV , chloration , ou l'ozonation.
Élimination des nutriments : Des processus spécifiques sont utilisés pour éliminer les nutriments problématiques comme Azote and Phosphore , ce qui peut provoquer des proliférations d'algues nuisibles dans les eaux réceptrices.
Q : Quelle est la plus grande différence entre une ETP et une STP (station d’épuration des eaux usées) ? UN: Un STP est conçu spécifiquement pour traiter les eaux usées domestiques, dont la composition est relativement constante. Un ETP est conçu pour effluent industriel , dont le type de polluant, la concentration, le pH et la température peuvent varier considérablement, nécessitant souvent des étapes de traitement beaucoup plus complexes et robustes.
Q : Chaque ETP comporte-t-il les trois étapes de traitement ? UN: Non. Les étapes requises dépendent entièrement de la nature de l’affluent et de la qualité du rejet recherchée. Une installation produisant des effluents très « propres » pourrait n'avoir besoin que d'un traitement primaire et secondaire, tandis qu'une installation traitant des déchets hautement toxiques ou visant la réutilisation de l'eau aura certainement besoin d'un traitement tertiaire robuste.
Même l’ETP le mieux conçu peut échouer si les variables sous-jacentes ne sont pas gérées correctement. L'efficacité n'est pas seulement une question d'équipement ; c'est un équilibre délicat influencé par ce qui vient in , comment est la plante construit , et comment c'est courir .
La qualité et la quantité des eaux usées entrantes (affluents) sont les principaux facteurs déterminants du succès.
Variations de charge : Les ETP détestent les surprises. Pointes soudaines Le débit ou la concentration de polluants (appelés charges de choc) peuvent anéantir la délicate communauté microbienne lors de l'étape de traitement secondaire, provoquant une perte temporaire mais grave de la capacité de nettoyage.
Types de polluants : Les produits chimiques spécifiques sont importants. Certains polluants, comme les métaux lourds ou certains solvants, sont toxique aux micro-organismes. Cela nécessite un prétraitement avant l’étape biologique.
pH et température : L'étape de traitement biologique nécessite un pH et un stable, modéré température gamme. Les extrêmes peuvent ici ralentir ou arrêter considérablement l’activité microbienne, conduisant à une mauvaise qualité des effluents.
Les choix techniques effectués lors de la conception de l'usine ont fixé le plafond de son efficacité.
Temps de rétention hydraulique (THS) : HRT est le temps moyen que l'eau passe à l'intérieur le réacteur. Si le THS est trop court, les microbes n’auront pas suffisamment de temps pour consommer les matières organiques. Si c'est trop long, vous gaspillez de l'énergie et de l'espace. Ça doit être juste ce qu'il faut pour l’influent spécifique.
Temps de rétention des boues (SRT) : C'est le temps moyen pendant lequel micro-organismes (les boues activées) sont conservées dans le système. Un SRT suffisant est crucial pour développer et maintenir une population robuste de boues capable de supporter la charge entrante.
Conception du réacteur : Le fait que le réacteur soit un réservoir ouvert, une boucle fermée ou qu'il utilise des milieux spécialisés (comme dans les MBBR) affecte l'efficacité du transfert de l'oxygène et la qualité du mélange de l'eau avec les microbes.
C’est là que les opérateurs gagnent leur salaire : ils gèrent les processus quotidiens qui maintiennent le système en bonne santé.
Niveaux d'oxygène dissous (OD) : Les micro-organismes ont besoin d'oxygène pour « respirer » et consommer des polluants. Le maintien du niveau optimal d’OD est essentiel. Trop peu signifie un mauvais nettoyage ; trop d’énergie signifie une perte d’énergie des ventilateurs/aérateurs.
Équilibre nutritionnel : Les microbes ont besoin d’un « régime » équilibré de carbone (les polluants qu’ils consomment), d’azote et de phosphore. Si ces deux derniers nutriments font défaut, les microbes ne peuvent pas se multiplier efficacement.
Gestion des boues : L'élimination constante des boues en excès (appelées boues activées de déchets, ou WAS ) est nécessaire pour maintenir le SRT optimal et éviter la surcharge des réservoirs. Une déshydratation efficace de ces boues réduit également considérablement les coûts d’élimination.
Q : Qu'est-ce qu'une « charge de choc » et comment un ETP peut-il s'en défendre ? UN: Une charge de choc est un apport soudain et extrême d’eaux usées présentant des niveaux inhabituellement élevés de polluants ou un pH extrême. Les ETP se défendent contre cela principalement grâce à un Réservoir d'égalisation . Ce réservoir agit comme un tampon, mélangeant le flux entrant sur une période de temps pour « lisser » les pics et les creux avant que les eaux usées n'entrent dans les réacteurs biologiques.
Q : Est-il préférable d’avoir un SRT supérieur ou inférieur ? UN: Généralement, un SRT plus élevé est privilégié pour une meilleure efficacité, notamment lors du traitement de déchets industriels complexes ou toxiques. Un SRT plus élevé signifie que la communauté microbienne est plus ancienne et plus spécialisée, ce qui la rend plus résiliente aux variations de l'influent. Cependant, un SRT plus élevé nécessite une plus grande capacité de décantation et peut conduire à des boues plus épaisses. Le point optimal est toujours un équilibre minutieux.
Comprendre les défis n’est que la première étape ; la vraie valeur réside dans la mise en œuvre de stratégies intelligentes. Améliorer l'efficacité de l'ETP signifie souvent combiner davantage de performances de votre configuration actuelle (optimisation) et investir dans des solutions plus intelligentes, technologies plus avancées (mises à niveau).
Ces stratégies se concentrent sur le réglage précis des composants dont vous disposez déjà pour maximiser les performances avec un investissement en capital minimal.
Contrôle de l'aération (The Energy Hog) : Les systèmes d’aération consomment souvent la majorité de l’énergie d’un ETP. Passer d'une aération à vitesse fixe à Entraînements à fréquence variable (VFD) combiné avec sondes d'oxygène dissous (OD) en temps réel garantit que l’air est fourni uniquement quand et où les microbes en ont besoin. Cela peut souvent réduire les coûts énergétiques de l'aération de 20 à 40 %.
Recyclage/gaspillage des boues : La précision est la clé ici. En surveillant constamment les Matières en suspension de liqueurs mélangées (MLSS) la concentration et le Indice de Volume des Boues (SVI) , les opérateurs peuvent contrôler avec précision le taux de recyclage et de gaspillage des boues, assurer le fonctionnement optimal Temps de rétention des boues (SRT) pour une santé biologique optimale.
Optimisation du dosage chimique : Pour des processus comme la coagulation et la floculation, passer du manuel, dosage basé sur le temps pour dosage automatisé, basé sur le débit ou la turbidité évite les déchets chimiques, réduit la production de boues, et assure une élimination constante des matières en suspension.
Lorsque l'optimisation atteint ses limites, les technologies les plus récentes peuvent modifier fondamentalement la capacité et la qualité de la production de l'ETP.
Bioréacteurs à membrane (MBR) : Cette technologie intègre le procédé par boues activées avec une étape de filtration membranaire (micro ou ultra-filtration). Le résultat est un effluent de bien meilleure qualité adapté à réutilisation de l'eau , une empreinte physique réduite, et une concentration plus élevée de microbes actifs.
Processus d'oxydation avancés (AOP) : Pour persistant, les polluants non biodégradables (comme les produits pharmaceutiques ou les colorants complexes), Les AOP utilisent des oxydants puissants (par ex. g., ozone, lumière UV, peroxyde d'hydrogène) pour décomposer ces molécules coriaces, les rendant biodégradables ou les rendant inoffensifs.
Systèmes de contrôle automatisés (PLC/SCADA) : La mise en œuvre d'une automatisation centralisée permet à l'ETP de réagir instantanément aux conditions changeantes (charges de choc, changements de pH). Ces systèmes remplacent les contrôles et réglages manuels par des des décisions basées sur les données, conduisant à un fonctionnement beaucoup plus stable et efficace.
Vous ne pouvez pas gérer ce que vous ne mesurez pas. Les ETP modernes s'appuient fortement sur les données pour leur efficacité.
Surveillance en temps réel : Placer des capteurs en ligne pour des paramètres clés comme le pH, FAIRE, couler, température, et la turbidité fournit une rétroaction continue. Cela évite les problèmes avant qu’ils ne provoquent des perturbations du système.
Analyse des données et tendances : Unalyzing historical operational data (e. g., comparant la consommation d'énergie à l'élimination de la DBO) aide à identifier les inefficacités subtiles, prévoir les besoins de maintenance, et optimiser les points de consigne.
Systèmes SCADA (Contrôle de Surveillance et Acquisition de Données) : Ces plateformes intégrées rassemblent toutes les données, visualiser le processus ETP, et permettre aux opérateurs de contrôler à distance les pompes, les vannes, et les niveaux d'aération à partir d'un emplacement central, améliorer la réactivité et le contrôle.
Q : Un système MBR est-il toujours meilleur qu’une usine à boues activées traditionnelle ? UN: Les MBR offrent une qualité d'effluent supérieure et un encombrement réduit, ce qui les rend idéaux pour les mises à niveau de capacité ou les sites avec un espace limité. Cependant, ils ont des coûts d'investissement initiaux plus élevés, des demandes d'énergie plus élevées pour le récurage des membranes, et nécessitent un entretien plus spécialisé. Le meilleur choix dépend des objectifs spécifiques du projet (par ex. g., réutilisation vs. simple décharge).
Q : À quelle vitesse les stratégies d’optimisation des processus peuvent-elles permettre d’économiser de l’argent ? UN: Optimiser le système d'aération affiche souvent le retour financier le plus rapide. L’aération pouvant représenter jusqu’à 60 % de la consommation électrique totale d’un ETP, la mise en œuvre du contrôle VFD et DO peut générer des économies d'énergie notables dès le tout premier cycle de facturation après la mise en œuvre.
Même l’ETP le mieux conçu peut échouer si les variables sous-jacentes ne sont pas gérées correctement. L'efficacité n'est pas seulement une question d'équipement ; c'est un équilibre délicat influencé par ce qui vient in , comment est la plante construit , et comment c'est courir .
La qualité et la quantité des eaux usées entrantes (affluents) sont les principaux facteurs déterminants du succès.
Variations de charge : Les ETP détestent les surprises. Pointes soudaines Le débit ou la concentration de polluants (appelés charges de choc) peuvent anéantir la délicate communauté microbienne lors de l'étape de traitement secondaire, provoquant une perte temporaire mais grave de la capacité de nettoyage.
Types de polluants : Les produits chimiques spécifiques sont importants. Certains polluants, comme les métaux lourds ou certains solvants, sont toxique aux micro-organismes. Cela nécessite un prétraitement avant l’étape biologique.
pH et température : L'étape de traitement biologique nécessite un pH et un stable, modéré température gamme. Les extrêmes peuvent ici ralentir ou arrêter considérablement l’activité microbienne, conduisant à une mauvaise qualité des effluents.
Les choix techniques effectués lors de la conception de l'usine ont fixé le plafond de son efficacité.
Temps de rétention hydraulique (THS) : C'est le temps moyen pendant lequel water spends à l'intérieur le réacteur. Si le THS est trop court, les microbes n’auront pas suffisamment de temps pour consommer les matières organiques. Si c'est trop long, vous gaspillez de l'énergie et de l'espace. Ça doit être juste ce qu'il faut pour l’influent spécifique.
Temps de rétention des boues (SRT) : C'est le temps moyen pendant lequel micro-organismes (les boues activées) sont conservées dans le système. Un SRT suffisant est crucial pour développer et maintenir une population robuste de boues capable de supporter la charge entrante.
Conception du réacteur : Le fait que le réacteur soit un réservoir ouvert, une boucle fermée ou qu'il utilise des milieux spécialisés (comme dans les MBBR) affecte l'efficacité du transfert de l'oxygène et la qualité du mélange de l'eau avec les microbes.
C’est là que les opérateurs gagnent leur salaire : ils gèrent les processus quotidiens qui maintiennent le système en bonne santé.
Niveaux d'oxygène dissous (OD) : Les micro-organismes ont besoin d'oxygène pour « respirer » et consommer des polluants. Le maintien du niveau optimal d’OD est essentiel. Trop peu signifie un mauvais nettoyage ; trop d’énergie signifie une perte d’énergie des ventilateurs/aérateurs.
Équilibre nutritionnel : Les microbes ont besoin d’un « régime » équilibré de carbone (les polluants qu’ils consomment), d’azote et de phosphore. Si ces deux derniers nutriments font défaut, les microbes ne peuvent pas se multiplier efficacement.
Gestion des boues : L'élimination constante des boues en excès (appelées boues activées de déchets, ou WAS ) est nécessaire pour maintenir le SRT optimal et éviter la surcharge des réservoirs. Une déshydratation efficace de ces boues réduit également considérablement les coûts d’élimination.
Q : Qu'est-ce qu'une « charge de choc » et comment un ETP peut-il s'en défendre ? UN: Une charge de choc est un apport soudain et extrême d’eaux usées présentant des niveaux inhabituellement élevés de polluants ou un pH extrême. Les ETP se défendent contre cela principalement grâce à un Réservoir d'égalisation . Ce réservoir agit comme un tampon, mélangeant le flux entrant sur une période de temps pour « lisser » les pics et les creux avant que les eaux usées n'entrent dans les réacteurs biologiques.
Q : Est-il préférable d’avoir un SRT supérieur ou inférieur ? UN: Généralement, un SRT plus élevé est privilégié pour une meilleure efficacité, notamment lors du traitement de déchets industriels complexes ou toxiques. Un SRT plus élevé signifie que la communauté microbienne est plus ancienne et plus spécialisée, ce qui la rend plus résiliente aux variations de l'influent. Cependant, un SRT plus élevé nécessite une plus grande capacité de décantation et peut conduire à des boues plus épaisses. Le point optimal est toujours un équilibre minutieux.
L'efficacité n'est pas accidentelle ; c'est le résultat d'un effort continu et intelligent. Ces stratégies visent à accroître la capacité de traitement et à améliorer la qualité de l’eau de votre infrastructure existante ou améliorée, tout en dépensant moins.
Le chemin le moins cher et le plus rapide vers l’efficacité consiste souvent à peaufiner l’équipement que vous possédez déjà.
Contrôle de l'aération (The Energy Hog) : L’aération est souvent le plus gros consommateur d’électricité dans un ETP. Passer d'un système d'aération continu à débit fixe à un Système contrôlé par oxygène dissous (OD) qui ne fait fonctionner les ventilateurs qu'en cas de besoin peut entraîner d'énormes économies d'énergie, parfois jusqu'à 25 % ou plus.
Recyclage des boues (le carburant du moteur) : Optimiser le Boues activées de retour (RAS) Ce taux garantit que les réacteurs biologiques disposent à tout moment de la bonne concentration de microbes actifs et affamés pour gérer la charge entrante. Trop peu, et le traitement en souffre ; trop, et le clarificateur est surchargé.
Optimisation du dosage chimique : Les produits chimiques comme les coagulants ou les polymères sont chers. En utilisant compteurs de potentiel zêta ou d'autres outils de surveillance en temps réel permettent aux opérateurs de doser avec précision les produits chimiques uniquement selon leurs besoins, évitant ainsi le gaspillage et améliorant l'efficacité de la séparation des solides.
Lorsque l’optimisation atteint ses limites, les nouvelles technologies peuvent offrir des améliorations radicales en termes de capacité et de qualité des effluents.
Bioréacteurs à membrane (MBR) : C'est là que la filtration rencontre la biologie. En remplaçant le bassin de décantation conventionnel par du ultra-fin membranes , les MBR peuvent fonctionner à une concentration de boues (SRT) beaucoup plus élevée. Cela se traduit par une empreinte au sol réduite, une qualité d'effluent supérieure (parfaite pour la réutilisation) et l'élimination complète des problèmes de sédimentation des solides.
Processus d'oxydation avancés (AOP) : Pour les composés persistants et difficiles à traiter (comme les résidus pharmaceutiques ou les colorants complexes), les AOP utilisent de puissants oxydants (tels que l'ozone, le peroxyde d'hydrogène et la lumière UV) pour décomposer les contaminants que les bactéries ne peuvent pas toucher.
Systèmes de contrôle automatisés : Au-delà du contrôle manuel, Contrôleurs logiques programmables (PLC) et des capteurs avancés (par exemple pour l'ammoniac, le nitrate et la DCO) permettent à l'usine d'ajuster instantanément les processus (comme la vitesse des pompes ou la position des vannes) en réponse aux conditions changeantes des affluents, garantissant ainsi des performances stables et optimisées 24h/24 et 7j/7.
Vous ne pouvez pas gérer ce que vous ne mesurez pas. Les ETP à haute efficacité reposent sur des données et non sur des conjectures.
Surveillance en temps réel : Déploiement capteurs en ligne pour les paramètres clés (pH, OD, turbidité, redox) fournit un retour d'information immédiat, permettant aux opérateurs de résoudre les problèmes de manière préventive avant qu'ils n'affectent la qualité des effluents.
Analyse des données : L'utilisation d'un logiciel spécialisé pour analyser les données historiques et en temps réel permet d'identifier les tendances, de prévoir les charges de pointe et d'identifier les inefficacités (comme une pompe qui consomme trop d'énergie), ce qui conduit à maintenance prédictive .
Systèmes SCADA : Contrôle de surveillance et acquisition de données (SCADA) Les systèmes intègrent toutes les fonctions de surveillance et de contrôle sur une seule interface numérique, offrant aux opérateurs une vue globale de l’ensemble de l’usine et des capacités de contrôle centralisées.
Q : Le MBR est-il toujours une meilleure option que le procédé à boues activées traditionnel (ASP) ? UN: MBR fournit qualité des effluents nettement meilleure et nécessite un empreinte beaucoup plus petite que l'ASP. Cependant, le MBR est généralement plus cher initialement, a consommation d'énergie plus élevée pour l'aération et le récurage des membranes, et nécessite un entretien spécialisé des membranes. C'est souvent le meilleur choix lorsque l'espace est limité ou lorsque l'objectif est la réutilisation de l'eau.
Q : À quelle vitesse les efforts d'optimisation peuvent-ils améliorer l'efficacité de l'ETP ? UN: Les ajustements opérationnels, comme le recalibrage des points de consigne d'OD ou l'optimisation des débits d'alimentation en produits chimiques, peuvent donner des résultats en quelques jours ou semaines . Les mises à niveau technologiques telles que l'installation d'un nouveau système d'aération ou d'une unité MBR prendront des mois pour l'installation et la mise en service, mais les gains d'efficacité, une fois opérationnels, sont permanents et substantiels.
Super! Un ETP performant nécessite plus qu’une simple bonne technologie ; cela exige une gestion disciplinée et un personnel qualifié. Passons à l'essentiel Meilleures pratiques .
L'efficacité n'est pas une solution ponctuelle ; c'est un marathon. Ces bonnes pratiques garantissent que l’ETP reste un actif fiable et rentable pour les années à venir, bien après la construction ou la mise à niveau initiale.
La maintenance proactive est la pierre angulaire de la fiabilité et de l’efficacité. Un équipement qui fonctionne correctement consomme moins d’énergie et évite des temps d’arrêt coûteux.
Calendriers de maintenance préventive : Au-delà de la réparation de ce qui est cassé, cela implique un entretien planifié de tous les équipements critiques (pompes, soufflantes, moteurs, vannes) basé sur les recommandations du fabricant et les heures de fonctionnement.
Horaires de nettoyage : L’accumulation de biofilm dans les tuyaux, les particules excessives dans les chambres et l’encrassement des capteurs réduisent tous l’efficacité. Un nettoyage et un détartrage programmés sont nécessaires pour maintenir un débit optimal et des mesures précises.
Audits de processus et protocoles de dépannage : Faire appel périodiquement à un expert tiers ou effectuer des audits internes permet d'identifier les inefficacités subtiles (comme un court-circuit dans un réservoir) avant qu'elles ne deviennent des problèmes majeurs. Des protocoles clairs pour les problèmes courants garantissent des réponses rapides et standardisées.
La meilleure technologie au monde ne sert à rien sans des opérateurs qualifiés. Ils sont les yeux, les oreilles et le cerveau de l’ETP.
Développement des compétences et certification : Les opérateurs doivent parfaitement comprendre les principes biologiques, chimiques et mécaniques de l'ETP, et pas seulement comment appuyer sur les boutons. Les programmes continus de développement professionnel et de certification sont essentiels.
Gestion de la sécurité des processus (PSM) : Les ETP manipulent souvent des produits chimiques dangereux (comme le chlore ou les acides) et produisent des gaz inflammables (comme le méthane). Une formation et des protocoles rigoureux en matière de sécurité minimisent le risque d'accident, ce qui non seulement protège les personnes mais évite également les interruptions du traitement.
Formation croisée : S'assurer que plusieurs opérateurs maîtrisent toutes les parties de l'usine garantit un fonctionnement fluide même lorsque le personnel est malade, en vacances ou lorsqu'un dépannage soudain est nécessaire.
Le respect des normes réglementaires est la définition fondamentale du succès pour un ETP. Une gestion efficace rend la conformité transparente.
Tenue rigoureuse des dossiers : Chaque changement opérationnel, tâche de maintenance, utilisation de produits chimiques et résultat de test doit être enregistré. Cette documentation est cruciale pour le dépannage, prouver la conformité lors des audits et optimiser les processus au fil du temps.
Gestion des exigences réglementaires : Les opérateurs et les gestionnaires doivent se tenir au courant des permis de rejet locaux, étatiques et fédéraux, en anticipant les changements de normes et en planifiant les mises à niveau bien avant les délais.
Rapports transparents : Des rapports clairs, précis et opportuns sur la qualité des rejets aux organismes de réglementation évitent les pénalités et renforcent la confiance avec la communauté et les autorités.
Q : À quelle fréquence un ETP doit-il effectuer un audit complet du processus ? UN: Un audit externe complet des processus est généralement recommandé tous les 1 à 3 ans , en fonction de la complexité de la plante et de la volatilité de l'influent. Des audits internes, axés sur des processus spécifiques tels que l'efficacité de l'aération ou la qualité des boues, doivent être menés. trimestriel ou semestriel.
Q : Quel est le principal risque de maintenance différée dans un ETP ? UN: Le principal risque est un échec catastrophique (par exemple, une panne critique d'une pompe ou d'un ventilateur), entraînant non-conformité immédiate et des amendes potentiellement sévères. Même un entretien différé mineur (comme ignorer un joint usé) entraîne souvent des effets secondaires, tels qu'une consommation d'énergie plus élevée et une durée de vie réduite de l'équipement, coûtant bien plus à long terme que la réparation d'origine.
Réflexions finales et recommandations :
Prioriser les données : Arrêtez de deviner. Investissez dans la surveillance et l’analyse des données en temps réel (SCADA, IA) pour prendre des décisions éclairées et prédictives.
Investissez dans les gens : Un operator's skill level is directly correlated with ETP efficiency. Continuous training is non-negotiable.
Regardez au-delà de la conformité : Considérez votre ETP comme un Installation de récupération des ressources . Focus sur la réutilisation de l’eau et la production d’énergie (biogaz) pour transformer un centre de coûts en un actif durable.
Le moment est venu d’investir dans l’efficacité des ETP. C'est le lien essentiel entre la prospérité économique et la gestion de l'environnement.
Q : Le « Nutrient Mining » est-il économiquement viable aujourd’hui ? UN: Cela devient de plus en plus viable, en particulier dans les régions où les rejets de nutriments sont limités ou où les coûts du phosphore sont élevés. Des technologies qui récupèrent le phosphore struvite sont déjà utilisés commercialement, offrant un moyen de compenser les coûts d'exploitation tout en résolvant un problème environnemental majeur.
Q : L’IA remplacera-t-elle les opérateurs ETP ? UN: Non, l'IA ne remplacera pas les opérateurs ; ce sera leur donner les moyens . L'IA gère les ajustements complexes et l'analyse des données minute par minute, permettant ainsi aux opérateurs qualifiés de se concentrer sur des tâches de niveau supérieur, la maintenance, le dépannage des processus et l'optimisation stratégique, des tâches qui nécessitent un jugement et une expertise humains.


86 - 571 - 88647609

+ 86-15267462807
