

 Anglais
Anglais عربي
عربي espagnol
espagnol
×
Mot de passe
Obtenir le mot de passe
Entrez le mot de passe pour télécharger le contenu pertinent.
Soumettre
 +86-15267462807
+86-15267462807
 Langue
Langue
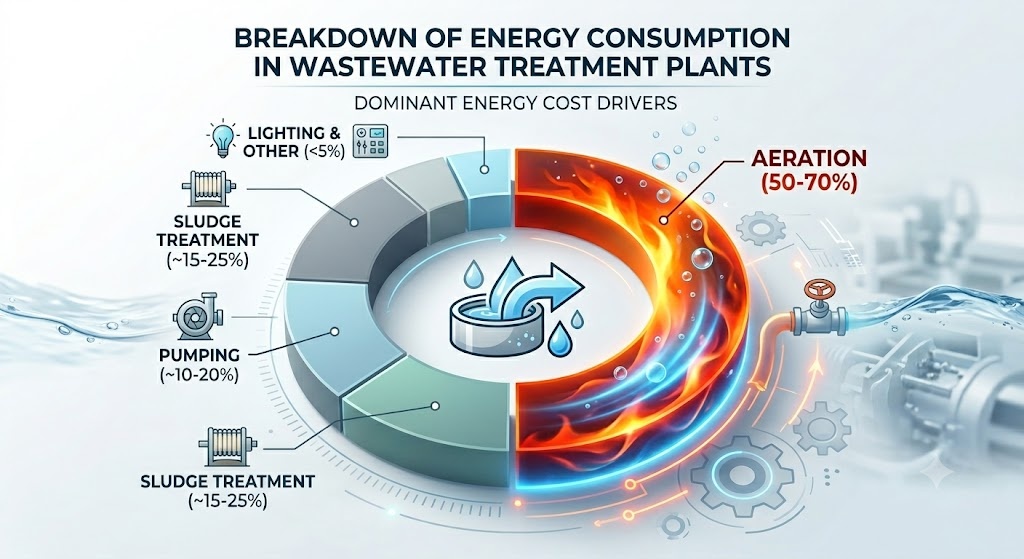
Réponse directe : L'aération consomme 50 à 70 % de l'énergie totale d'une station d'épuration des eaux usées. La mesure d’efficacité de base est l’efficacité d’aération standard (SAE), mesurée en kgO₂/kWh – la quantité d’oxygène fournie par votre système par unité d’énergie. Un système de diffuseur à fines bulles bien conçu atteint 2,5 à 5,0 kgO₂/kWh. La plupart des usines en fonctionnement ne parviennent pas à atteindre cet objectif, soit 1,5 à 2,5 kgO₂/kWh, en raison de diffuseurs encrassés, de ventilateurs surdimensionnés fonctionnant à charge partielle, de points de consigne d'OD fixes qui ignorent les variations de charge diurnes et du manque de contrôle VFD. Un audit énergétique identifie exactement lequel d'entre eux coûte le plus cher – et l'EPA des États-Unis a démontré qu'un système de contrôle de l'aération correctement conçu réduit à lui seul l'énergie d'aération de 25 à 40 %.
Alors que les systèmes d’aération ne représentent que 2 à 5 % des coûts de construction, ils consomment jusqu’à 80 % de l’énergie de l’usine. Même au chiffre conservateur de 50 %, les chiffres sont substantiels :
| Taille de la plante | Énergie totale typique | Part d'aération (60%) | À 0,10 $/kWh |
|---|---|---|---|
| 1 000 m³/jour | ~150 000 kWh/an | ~90 000 kWh/an | ~9 000 $/an |
| 10 000 m³/jour | ~1 500 000 kWh/an | ~900 000 kWh/an | ~90 000 $/an |
| 50 000 m³/jour | ~7 500 000 kWh/an | ~4 500 000 kWh/an | ~450 000 $/an |
| 100 000 m³/jour | ~15 000 000 kWh/an | ~9 000 000 kWh/an | ~900 000 $/an |
Une amélioration de 20 % de l’efficacité de l’aération dans une usine de 50 000 m³/jour permet d’économiser 90 000 $/an. Chaque année. Sans compromis sur le processus, en fait, avec de meilleures performances biologiques.
Le cadre d’audit ci-dessous identifie où se cachent ces économies.
Avant d’auditer quoi que ce soit, vous devez parler le même langage que votre équipement. Quatre paramètres définissent les performances du système d'aération :
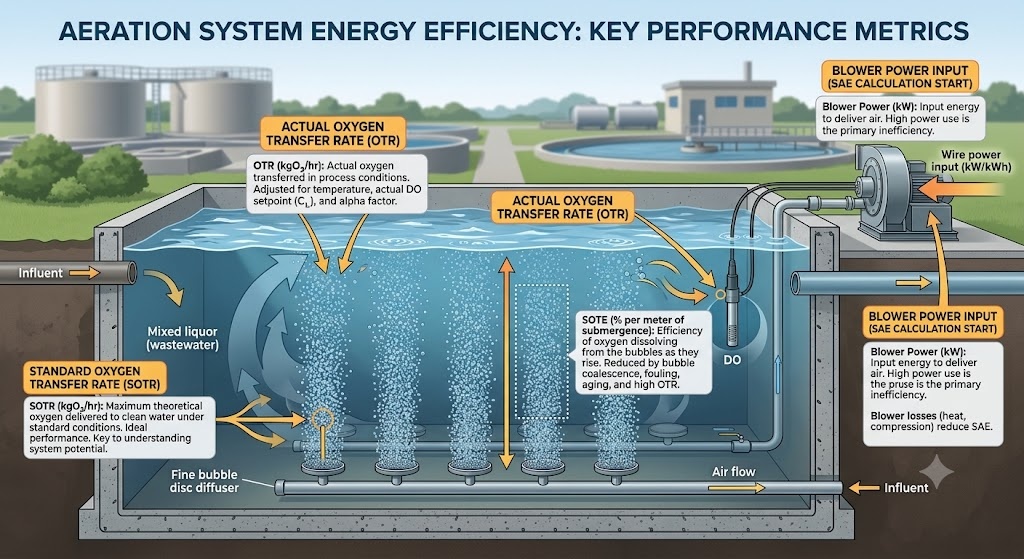
SOTR — Taux de transfert d’oxygène standard
Masse d'oxygène transférée par heure dans des conditions standards (eau propre, 20°C, zéro OD, niveau de la mer). Unités : kgO₂/h. Il s’agit de l’évaluation du laboratoire du fabricant pour un diffuseur ou un aérateur.
SOTE — Efficacité de transfert d’oxygène standard
Fraction d'oxygène présente dans l'air fourni qui se dissout réellement dans l'eau, dans des conditions standard. Exprimé en % par mètre de submersion ou en % total du système.
SOTE (%) = (O₂ dissous / O₂ fourni) x 100
Diffuseurs à disques à fines bulles : 6 à 8 % de SOTE par mètre d'immersion
Diffuseurs à grosses bulles : 3 à 4 % de SOTE par mètre
Aérateurs mécaniques de surface : non dépendants de la profondeur ; exprimé en SOTE total
OTR — Taux de transfert d'oxygène réel (sur le terrain)
SOTR corrigé pour les conditions réelles du processus : température des eaux usées, concentration réelle d'OD et facteur alpha. C’est ce que vos diffuseurs délivrent réellement dans le réservoir.
OTR = SOTR x alpha x (bêta x C_s,T - C_L) / C_s,20 x thêta^(T-20)
où :
SAE — Efficacité d’aération standard
Le numéro le plus utile pour un audit énergétique. SAE combine le transfert d’oxygène et la consommation d’énergie en une seule mesure comparable.
SAE (kgO₂/kWh) = SOTR (kgO₂/h) / Câble d'entrée d'alimentation vers le ventilateur (kW)
L’inverse — kWh/kgO₂ — est tout aussi valable et plus intuitif pour le calcul des coûts :
Énergie spécifique (kWh/kgO₂) = 1 / SAE
Benchmarks SAE par technologie :
| Technologie d'aération | SAE (kgO₂/kWh) | Énergie spécifique (kWh/kgO₂) |
|---|---|---|
| Diffuseur disque/tube/plaque à fines bulles (optimisé) | 2,5 à 5,0 | 0,20-0,40 |
| Diffuseur disque à fines bulles (fonctionnement typique) | 1,8 à 3,5 | 0,29-0,56 |
| Diffuseur à grosses bulles | 1,2 à 2,0 | 0,50-0,83 |
| Aérateur mécanique de surface (basse vitesse) | 1,2 à 2,5 | 0,40-0,83 |
| Aérateur mécanique de surface (haute vitesse) | 0,8 à 1,5 | 0,67-1,25 |
| Aérateur à jet | 1,0–2,0 | 0,50 à 1,00 |
| Aération de puits profond (>15 m) | 3,5 à 6,0 | 0,17-0,29 |
Si le SAE calculé pour votre installation est inférieur à 1,8 kgO₂/kWh pour un système à fines bulles, vous rencontrez un problème de performances récupérable : diffuseurs probablement encrassés, suraération ou fonctionnement inefficace du ventilateur.
Vous ne pouvez pas auditer ce que vous n’avez pas mesuré. La plupart des usines peuvent calculer un SAE approximatif à partir des instruments existants sans aucun équipement de test spécialisé.
Ce dont vous avez besoin :
Estimer la demande quotidienne en oxygène (AOR — Actual Oxygen Requirement) :
AOR (kgO₂/jour) = (demande en oxygène pour l'élimination de la DBO) (demande en oxygène pour la nitrification) - (crédit pour la dénitrification)
Élimination de la DBO : ~1,0 à 1,2 kgO₂ par kg de DBO éliminée (1,0 pour l'élimination simple de la DBO ; 1,2 pour les systèmes de nitrification DBO combinés)
Nitrification : 4,57 kgO₂ par kg de NH₄-N oxydé
Crédit de dénitrification : 2,86 kgO₂ récupérés par kg de NO₃-N réduit (si des zones anoxiques sont présentes, soustrayez-le)
Exemple — Installation municipale de 10 000 m³/jour :
Calculer le champ SAE :
Convertir en SOTR pour une comparaison équivalente à l'eau propre :
SOTR = AOR / (alpha × facteur de correction) ≈ AOR / (0,6 × 0,5) = AOR / 0,30
SOTR = 138 / 0,30 = 460 kgO₂/h
Norme SAE = 460 / 191 = 2,41 kgO₂/kWh
C’est près de l’extrémité inférieure de la plage acceptable pour les systèmes à fines bulles – cela mérite d’être étudié.
Les tests de dégagement de gaz mesurent le SOTE directement dans les conditions du procédé en capturant le gaz quittant la surface de l'eau dans une hotte flottante et en analysant sa teneur en oxygène. Il s’agit de la méthode la plus précise pour déterminer les performances réelles du diffuseur.
Équipement nécessaire : hotte flottante de récupération des gaz, analyseur de gaz (O₂ et CO₂), débitmètre d'air au niveau du ventilateur.
SOTE (%) = (O₂ entrée - O₂ sortie) / O₂ entrée × 100
où O₂ entrée = débit d'air × 0,2095 (fraction O₂ de l'air) et O₂ sortie = concentration d'O₂ mesurée en effluents gazeux collectés × débit total d'effluents gazeux.
Les tests d'émission de gaz constituent la référence en matière de validation après nettoyage ou après rénovation : ils montrent directement si l'entretien ou le remplacement du diffuseur a amélioré les performances. Elle nécessite un équipement spécialisé et est généralement réalisée par une équipe spécialisée.
L’efficacité du ventilateur détermine la quantité d’énergie électrique qui atteint réellement le flux d’air. Un ventilateur délivrant 85 % de sa puissance nominale en raison de son âge, de l'encrassement du filtre d'entrée ou d'un fonctionnement à charge partielle gaspille le reste sous forme de chaleur.
Équation de puissance isotherme pour l’évaluation de l’efficacité du ventilateur :
Puissance isotherme théorique (kW) = Q_air × P_inlet × ln(P_outlet / P_inlet) / rendement
où :
Références d’efficacité du ventilateur :
| Type de ventilateur | Efficacité isentropique maximale | Efficacité typique sur le terrain | Efficacité à charge partielle (débit de 50 %) |
|---|---|---|---|
| Racines trilobées (pas de VFD) | 55 à 65 % | 50 à 60 % | 35 à 45 % |
| Racines trilobées (avec VFD) | 55 à 65 % | 55 à 62 % | 50 à 58 % |
| Vis rotative (avec VFD) | 65 à 75 % | 62 à 70 % | 60 à 68 % |
| Centrifuge à plusieurs étages | 65 à 72 % | 60 à 68 % | 45 à 55 % (risque de surtension) |
| Turbo haute vitesse (entraînement direct) | 72 à 82 % | 70 à 78 % | 65 à 75 % |
Le problème d’efficacité le plus courant sur le terrain : les ventilateurs fonctionnent en continu à 40–60 % du débit nominal parce que le système d’aération a été conçu pour des conditions de débit de pointe qui se produisent rarement. À un débit de 50 %, un ventilateur Roots perd 15 à 25 points de pourcentage d'efficacité par rapport à son pic, ce qui gaspille une fraction importante de chaque kWh consommé.
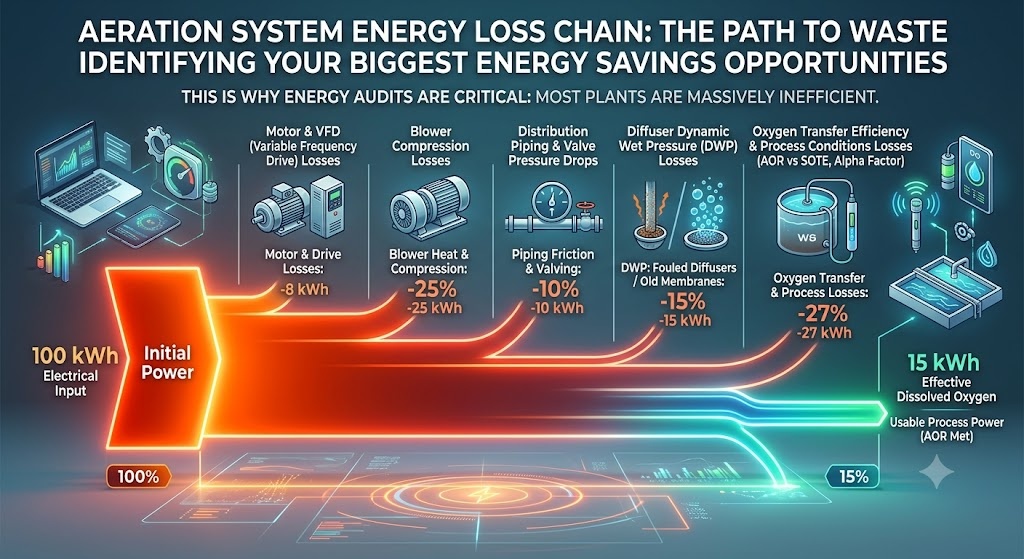
Chaque système d'aération comporte quatre endroits où l'énergie est perdue entre le compteur électrique et l'oxygène dissous dans le réservoir. Quantifier chaque perte permet d'identifier où intervenir.
La chaîne de perte d’énergie :
Entrée électrique → Pertes du moteur de soufflante → Pertes de compression de la soufflante → Pertes de distribution canalisation/vanne → Pertes DWP du diffuseur → Pertes de transfert d'oxygène
| Étape de perte | ampleur typique | Parce que | Contrôle d'audit |
|---|---|---|---|
| Pertes électriques du moteur | 3 à 8 % | Vieillissement du moteur, charge partielle | Mesurer le facteur de puissance du moteur et la consommation de courant |
| Pertes de compression du ventilateur | 20 à 35 % | Type de ventilateur, operating point | Comparez la puissance isotherme réelle et théorique |
| Pertes dans les canalisations et les vannes | 5 à 15 % | Tuyaux sous-dimensionnés, vannes encrassées, vannes de régulation en excès | Chute de pression dans le système de distribution |
| Pertes DWP du diffuseur | 5 à 25 % | Encrassement, vieillissement, sur/sous-flux | Mesure DWP (voir article DWP) |
| Pertes de transfert d'oxygène | 30 à 60 % | Facteur alpha, point de consigne DO, taille des bulles | Test de dégagement de gaz ou estimation SOTE |
L'effet combiné : pour chaque 100 kWh consommés par le moteur du ventilateur, seuls 15 à 35 kWh finissent généralement sous forme d'oxygène dissous dans la liqueur mélangée.
La plupart des centrales ont été conçues pour des charges journalières/saisonnières de pointe. La charge moyenne réelle représente généralement 40 à 70 % de la charge maximale. Un ventilateur fonctionnant à vitesse fixe pour répondre à la demande de pointe fonctionne à charge partielle inefficace pendant la majeure partie de sa durée de vie.
Les entraînements à fréquence variable (VFD) permettent à la vitesse du ventilateur de suivre la demande réelle en oxygène. Les surpresseurs volumétriques trilobés avec VFD pour le contrôle de la vitesse offrent un taux de rotation de 60 à 70 %, ce qui permet une grande flexibilité opérationnelle.
Économies d'énergie grâce au VFD : 15 à 30 % de l'énergie du ventilateur dans les usines typiques. Retour sur investissement : 2 à 4 ans en fonction du tarif de l'électricité et de la variation de la charge.
Le VFD est plus efficace lorsque : la charge varie considérablement (variation diurne > 2:1), plusieurs ventilateurs sont installés, les ventilateurs actuels fonctionnent à une vitesse > 70 % en continu.
Le VFD est le moins efficace lorsque : les souffleurs fonctionnent déjà à une vitesse de 95 à 100 % la plupart du temps (usine à capacité limitée), ou lorsqu'un souffleur de racines est déjà réduit au minimum.
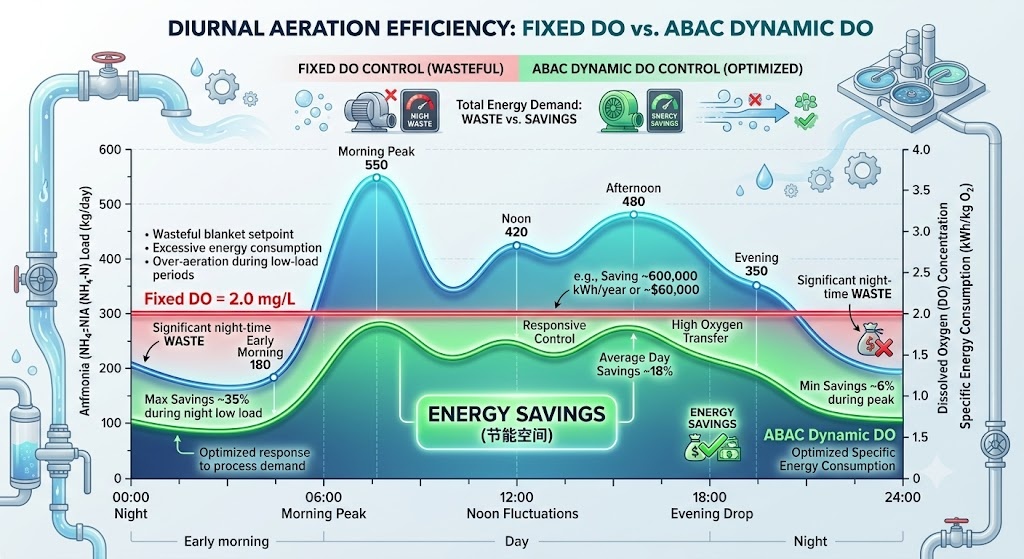
La plupart des usines fonctionnent à un point de consigne d'OD de 2,0 mg/L dans tout le bassin d'aération – un chiffre global qui couvre les pires conditions. Dans des conditions de charge moyennes, cela signifie une suraération chronique.
La réduction du point de consigne d'OD de 2,0 mg/L à 1,5 mg/L (toujours pleinement suffisant pour la nitrification à des températures normales) réduit généralement la demande en air de 10 à 20 %. Il s'agit de l'intervention la moins coûteuse disponible, souvent réalisable en reprogrammant l'automate sans aucune dépense d'investissement.
Important : La réduction du point de consigne d'OD doit être associée à un étalonnage fiable du capteur d'OD. La dérive des capteurs d'OD est courante et fait que l'OD réel est inférieur à la valeur affichée — réduire le point de consigne sans recalibrer les capteurs risque de perturber le processus.
Le contrôle standard de DO maintient une concentration fixe de DO quelle que soit la demande biologique réelle. L'ABAC va encore plus loin : il mesure la concentration d'ammoniac des effluents et ajuste le point de consigne d'OD de manière dynamique en fonction de l'achèvement ou non de la nitrification.
Étant donné que l'OTE s'améliore à des concentrations de DO inférieures, des économies d'énergie sont possibles en maintenant la concentration minimale de DO qui répond aux objectifs du processus. Les systèmes ABAC profitent de l’influence de l’OD sur l’OTE et le taux de conversion biologique de l’ammoniac.
En pratique : la nuit, lorsque la charge en ammoniac est faible, l’ABAC permet à l’OD de chuter à 0,8–1,2 mg/L tout en obtenant une nitrification complète. Pendant la charge de pointe du matin, l'OD augmente à 2,5–3,0 mg/L avant que l'ammoniac ne passe. Cette réponse dynamique est impossible avec une consigne d'OD fixe.
Une étude de cas publiée par Envirosim a démontré que dans une usine de boues activées nitrifiantes, le contrôle manuel de l'OD entraînait des variations d'OD de 0,5 à 3,5 mg/L et une énergie de soufflage de 590 kWh/MGD. Le contrôle conventionnel de l'OD n'a réduit ce phénomène que de 3 %. ABAC a réduit considérablement la demande d'énergie en réduisant la plage de fonctionnement de l'OD au minimum requis pour une nitrification complète dans toutes les conditions de charge.
Les technologies de contrôle avancées, notamment le MPC intégré à l'IA et à l'apprentissage automatique, peuvent réduire la consommation d'énergie de 30 à 40 % et améliorer les niveaux d'OD de 35 à 40 % par rapport au fonctionnement manuel.
Exigences de mise en œuvre d’ABAC : capteur d'ammoniac (électrode sélective d'ions ou analyseur en ligne) près de l'extrémité des effluents du bassin d'aération ; Capteurs DO dans chaque zone de contrôle ; Intégration SCADA ; Soufflantes VFD pour la capacité de réponse.
Les diffuseurs encrassés produisent des bulles plus grosses avec un SOTE inférieur et augmentent le DWP, ce qui signifie que le ventilateur doit travailler plus fort pour faire passer le même air. L'effet combiné des diffuseurs encrassés à DWP = 100 mbar vs DWP = 20 mbar est une augmentation de 15 à 25 % de l'énergie par unité d'oxygène transférée.
Selon l'Environmental Protection Agency des États-Unis, la mise en œuvre d'un système de contrôle de l'aération correctement conçu réduit l'énergie d'aération de 25 à 40 pour cent. Mais ces économies ne sont réalisables que lorsque les diffuseurs sont propres : un système de diffuseur encrassé annule les avantages d’un contrôle avancé.
Ordre de priorité de maintenance du diffuseur :
Consultez l’article DWP pour connaître le cadre décisionnel complet en matière de maintenance.
Si l’usine a été construite avec des surpresseurs trilobés fonctionnant au-dessus de 0,5 bar de contre-pression – comme c’est le cas de nombreuses usines, puisque les surpresseurs de racines ont été la technologie par défaut pendant des décennies – les remplacer par des surpresseurs turbo à grande vitesse ou des surpresseurs à vis rotatives permet des gains d’efficacité significatifs.
| Mise à niveau du ventilateur | Gain d'efficacité maximal | Économies d'énergie (indicatif) | Remboursement |
|---|---|---|---|
| Racines → Vis rotative (même pression) | 10 à 15 points de pourcentage | 15 à 20 % | 4 à 7 ans |
| Racines → Turbo haute vitesse | 15 à 25 points de pourcentage | 20 à 30 % | 5 à 9 ans |
| Centrifuge à plusieurs étages → Turbo | 8 à 15 points de pourcentage | 10 à 20 % | 5 à 8 ans |
| Ajouter un VFD au ventilateur à vis existant | 8 à 15 % à charge partielle | 10 à 20 % | 2 à 4 ans |
Le remplacement du ventilateur représente l'intervention la plus coûteuse en capital, mais permet les économies les plus durables : les gains d'efficacité sont indépendants du comportement de l'opérateur et ne se dégradent pas sans panne mécanique majeure.
Un audit énergétique complet de l'aération fournit une matrice d'économies : chaque opportunité quantifiée en kWh/an et en $/an, avec une estimation du coût de mise en œuvre et une période de récupération simple.
Exemple de résultat d'audit — installation municipale de 10 000 m³/jour, charge de ventilateur de 191 kW, 0,10 $/kWh d'électricité :
| Opportunité | Économie d'énergie | Économie annuelle | Coût de mise en œuvre | Récupération simple |
|---|---|---|---|---|
| Point de consigne OD 2,0 → 1,5 mg/L (reprogrammation PLC) | 15% | 25 000 $ | 2 000 $ | 1 mois |
| Nettoyage par éclatement du diffuseur, nettoyage à l'acide | 12% | 20 000 $ | 5 000 $ | 3 mois |
| VFD sur le ventilateur principal | 18% | 30 000 $ | 40 000 $ | 16 mois |
| Implémentation ABAC | 20% | 33 000 $ | 80 000 $ | 29 mois |
| Remplacement du ventilateur (racines → turbo) | 25% | 42 000 $ | 250 000 $ | 71 mois |
Remarque : les économies ne sont pas entièrement additives – la réduction du point de consigne de l'OD et l'ABAC résolvent des problèmes qui se chevauchent. Économies réalistes combinées grâce aux cinq mesures : 35 à 50 % de l'énergie d'aération de référence, la plupart des économies étant réalisables en 3 ans grâce aux trois premières mesures uniquement.
Les petites STEP bénéficient de méthodes de contrôle marche/arrêt et PID, ce qui entraîne des économies d'énergie de 10 à 25 % et des réductions du niveau d'OD de 5 à 30 %. Le contrôle en cascade et le contrôle prédictif par modèle améliorent l’efficacité énergétique de 15 à 30 % dans les STEP de taille moyenne. Les stations d'épuration avancées utilisant MPC intégré à l'IA et à l'apprentissage automatique peuvent réduire la consommation d'énergie de 30 à 40 %.
| Taille de la plante | Stratégie de contrôle appropriée | Économie d'énergie réaliste |
|---|---|---|
| < 1 000 m³/jour | Réglage manuel du DO du ventilateur marche/arrêt | 5 à 15 % |
| 1 000 à 5 000 m³/jour | Contrôle PID DO VFD | 15 à 25 % |
| 5 000 à 20 000 m³/jour | Contrôle DO en cascade ABAC VFD | 20 à 35 % |
| > 20 000 m³/jour | Coordination multi-soufflantes MPC ABAC | 25 à 40 % |
| > 50 000 m³/jour | Instrumentation complète de prédiction de charge MPC AI/ML | 30 à 45 % |
L’une des économies d’énergie les plus fréquemment négligées dans les installations dotées de zones anoxiques. Lors de la dénitrification, les bactéries utilisent le NO₃ comme accepteur d'électrons au lieu de l'O₂, récupérant ainsi efficacement l'oxygène de la molécule de nitrate.
Crédit oxygène = 2,86 kgO₂ par kg NO₃-N réduit
Pour une usine dénitrifiant 15 mg/L NO₃ à partir de 10 000 m³/jour de débit :
À SAE = 2,5 kgO₂/kWh, ce crédit vaut : 429 / 2,5 = 172 kWh/jour = 6 200 $/an
Les usines qui ont des zones anoxiques mais qui ne tiennent pas compte du crédit de dénitrification dans leur logique de contrôle des ventilateurs sur-aèrent et gaspillent chaque jour une énergie équivalente à ce crédit.
Exécutez cette liste de contrôle avant de commander un audit complet : elle identifie les trois gains rapides les plus courants :
1. Lire la pression de refoulement du ventilateur et calculer le DWP
2. Vérifiez le point de fonctionnement du ventilateur par rapport à la courbe de conception
3. Lire la DO moyenne à partir des tendances SCADA (7 derniers jours)
4. Comparez la puissance réelle du ventilateur aux exigences théoriques
5. Vérifiez la variation diurne de la puissance du ventilateur
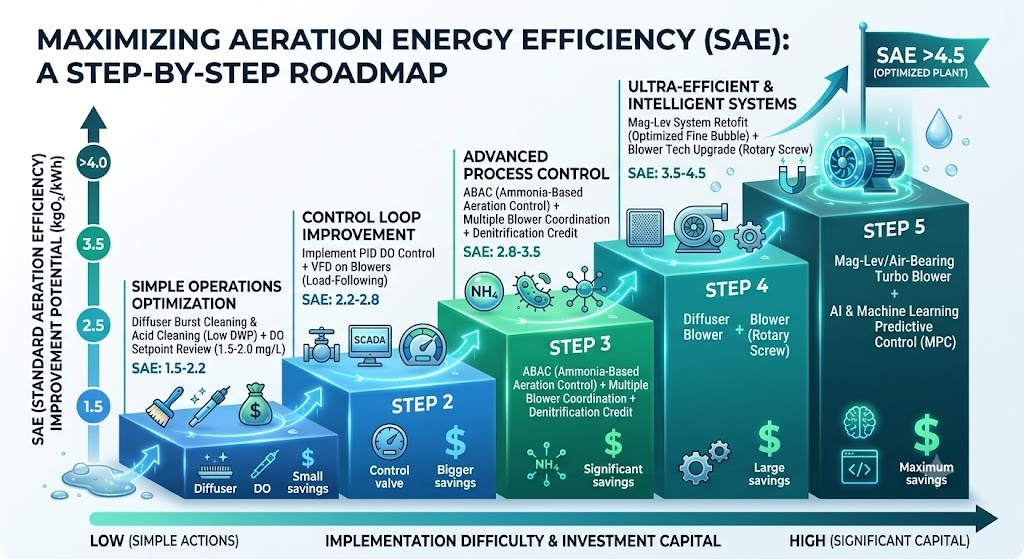
| SAE actuel | Action prioritaire | SAE attendu après action |
|---|---|---|
| < 1,5 kgO₂/kWh | Révision de la consigne OD nettoyage diffuseur | 1,8–2,2 |
| 1,5 à 2,0 kgO₂/kWh | Ajouter un contrôle VFD DO | 2,2 à 2,8 |
| 2,0 à 2,5 kgO₂/kWh | Ajoutez ABAC pour optimiser la couverture du diffuseur | 2,5 à 3,5 |
| 2,5 à 3,5 kgO₂/kWh | Mise à niveau de la technologie du ventilateur si > 10 ans | 3,5 à 4,5 |
| > 3,5 kgO₂/kWh | Bien optimisé – concentrez-vous sur la maintenance du diffuseur | Entretenir |
Produits associés : les diffuseurs à disques à fines bulles, les diffuseurs à plaques, les diffuseurs à tubes et les tuyaux d'aération de Nihao prennent tous en charge les optimisations côté diffuseur décrites dans ce cadre d'audit. Le maintien d'un faible DWP grâce à la sélection d'une membrane EPDM ou en silicone et à un nettoyage régulier constitue l'intervention au retour sur investissement le plus élevé et au capital le plus faible disponible pour la plupart des exploitants d'usines. Contacter [email protected] pour l'aide à l'évaluation du système de diffusion.


86 - 571 - 88647609

+ 86-15267462807
